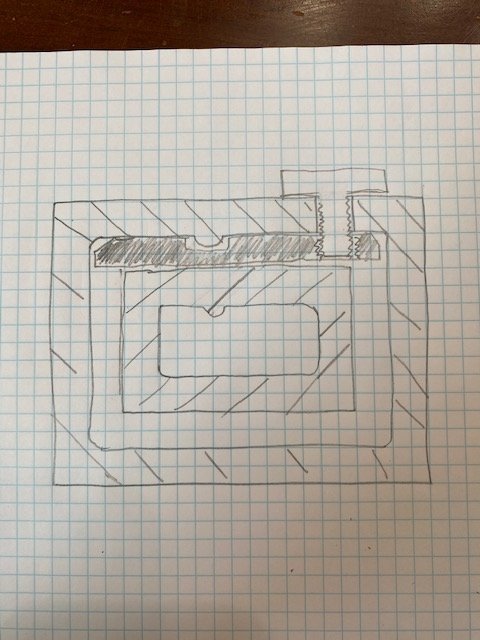
You asked for it so don't laugh at my sketch it was a quick attempt at a cross-section to try and show (1) bushing or spacer. You need (4) to center the inner tube or you could do (3) and the inner tube would be pushed over to one wall (without weld seam) of the outer tube. In my drawing, I show the bushing or spacer notched to saddle over the outer tube's weld seam. Or you could grind the weld seam down for the bushing depending on how long you can reach in and or make the bushing. Pittsburgh's gantry crane tube appears to use a ~ 2-inch long bushing or spacer.
Next time I am at a harbor freight store I'll try and take a picture with my phone of the crane on display. This is the best one I could snip from google images. I don't have one of these cranes